






Китай: инновации в производстве ДПМ-01?
2026-02-07
Когда слышишь ?инновации в производстве ДПМ-01 из Китая?, первое, что приходит в голову — это, наверное, автоматизация или новые материалы. Но если копнуть глубже, работая с такими поставщиками, как ООО Циндао Лицзяцзэ Дверь, понимаешь, что ключевой сдвиг часто лежит в плоскости интеграции процессов и адаптации технологии под реальные, а не идеальные условия монтажа. Многие ожидают революции в станках, а по факту прорыв происходит в логистике контроля качества на линии.
Не там, где ищут: где на самом деле скрывается инновация
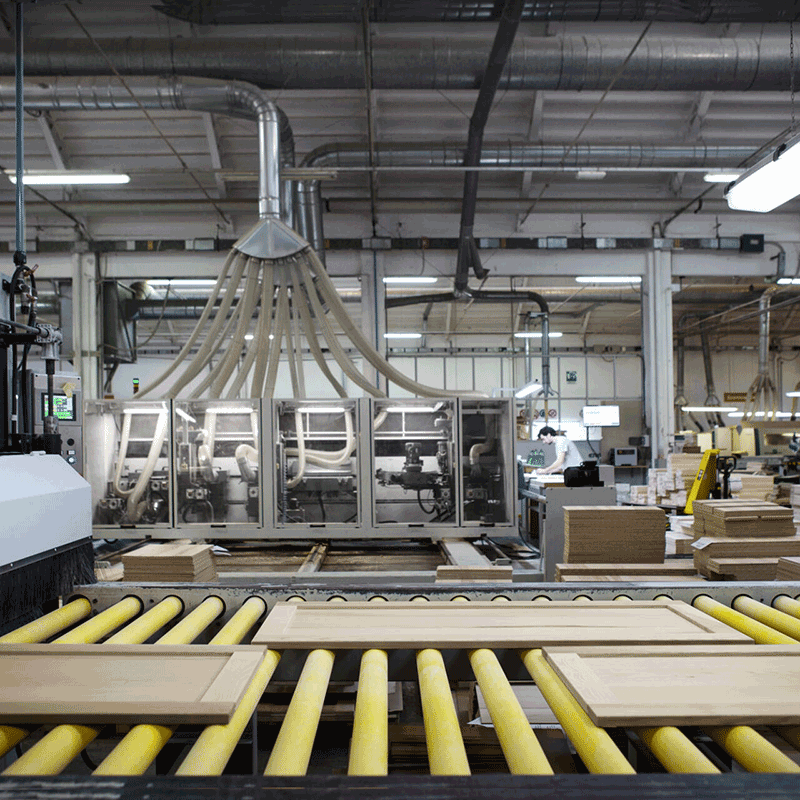
Возьмем, к примеру, их сайт ljzdoors.ru. Описание завода — 15 000 кв.м, 40 минут от аэропорта Циндао. Цифры стандартные. Но когда ты приезжаешь в промышленный парк в Пуцзи, замечаешь деталь: склад готовой продукции ДПМ-01 организован не по партиям, а по типу объекта назначения — жилые комплексы, коммерческие центры, промышленные объекты. Это кажется мелочью, но это прямо влияет на скорость отгрузки и минимизацию ошибок при комплектации. Они не просто делают двери, они заранее сортируют их под типовые проекты, с которыми работают. Это не технологическая, а скорее управленческая инновация, рожденная из опыта работы с российскими и СНГ-заказчиками, где спецификации могут меняться в последний момент.
В производстве самого профиля ДПМ-01 многие ждут какого-то секретного сплава. На деле, прогресс за последние три года я увидел в другом — в системе пре-нагрева стального листа перед нанесением полимерно-порошкового покрытия. Раньше проблема была в адгезии на кромках, особенно после резки. Сейчас на линии в Цзяочжоу внедрили камеру локального инфракрасного нагрева именно зоны реза перед покраской. Это не описано в брошюрах как ?прорыв?, но процент брака по отслоению краски упал с примерных 1.5% до 0.2%. Это и есть та самая ?инновация? — решение конкретной, хронической проблемы, а не абстрактное улучшение.
При этом, не все попытки были удачными. Помню, года два назад они экспериментировали с системой лазерной маркировки каждой створки вместо бирок. Идея — отслеживать каждый этап в цифре. Но на практике пыль в цехе и вибрации сбивали точность считывания, плюс затраты на обслуживание сканеров оказались несоразмерны выгоде для средних партий. Отказались, вернулись к комбинированной системе — RFID для паллет и простые бирки для единиц. Это важный момент: инновация ради инновации в серийном промышленном производстве часто мертва. Ценность — в решении, которое работает в цеху, а не в презентации.
Адаптация под рынок: почему ?китайское? не значит ?стандартное?
Распространенное заблуждение — китайские производители жестко стандартизированы. С ООО Циндао Лицзяцзэ Дверь работаешь и видишь обратное. Их ?инновация? — это гибкость конвейера. Линия сборки ДПМ-01 может за полдня перестроиться с производства глухой двери на остекленную версию, и это не просто смена створки, а перенастройка всей последовательности установки фурнитуры и уплотнителей. Достигнуто это за счет модульной конструкции конвейерных постов и, что важнее, перекрестного обучения операторов. Тот, кто ставит петли, умеет и настраивать станок для фрезеровки под замок. Это снижает простои.
Еще один нюанс — климатизация. Для российского рынка критична морозостойкость уплотнителя. Они не стали разрабатывать что-то свое с нуля, а пошли по пути тесного сотрудничества с местным поставщиком полимеров в Шаньдуне. Вместе адаптировали состав EPDM-уплотнителя, тестируя его не только в лаборатории, но и отправляя образцы на натурные испытания партнерам в Сибирь. В итоге, получили состав, который сохраняет эластичность при -45°C, но при этом не ?плывет? при транспортировке через жаркие регионы Казахстана летом. Инновация здесь — в цепочке сотрудничества, а не в изолированном R&D.
Что часто упускается из виду, так это инновации в упаковке. Повреждения при морской перевозке — бич. Они внедрили комбинированную упаковку: жесткий каркас из обрешетки по периметру и вакуумная пленка поверх всего пакета дверей. Это предотвращает смещение и попадание влаги. Идея, кажется, пришла от опыта перевозки электроники. Внедрили, снизили процент рекламаций по геометрии из-за перевозки на 70%. Опять же, не патентная технология, а практическое улучшение, рожденное из боли.
Цифра и человек: какая автоматизация действительно нужна
Говоря об инновациях, все мантры повторяют про ?Индустрию 4.0?. На заводе в Цзяочжоу я видел зоны, где это оправдано, и зоны, где нет. Например, сварка коробки ДПМ-01 полностью роботизирована — это дает стабильность. А вот финальная сборка и регулировка створки — ручная работа опытных мастеров. Попытки автоматизировать подгонку зазоров с помощью манипуляторов провалились — слишком много переменных: напряжение металла после сварки, толщина слоя краски. Человеческий глаз и рука пока надежнее. Их инновационный подход здесь — не в замене человека, а в его экипировке: используют цифровые щупы и шаблоны с датчиками, которые выводят данные на экран, а не на бумагу. Оператор принимает решение, но на основе оцифрованных, а не ?на глаз? измерений.
Система планирования ресурсов (ERP) — еще один момент. Они используют адаптированную под свое производство систему, которая интегрирована не только с цехом, но и со складом сырья. Ключевая ?фишка?, которую там оценили — алгоритм прогноза расхода стали, который учитывает не только планы производства, но и историю реального расхода с поправкой на технологические отходы конкретной партии металлопроката. Это позволило сократить страховой запас сырья на складе почти на 25%, высвободив деньги и место. Это та самая ?невидимая? инновация в софте, которая дает реальную экономию.
Однако цифровизация — это всегда риск. Был инцидент, когда сбой в сети привел к остановке линии покраски на несколько часов — не загружались управляющие программы. После этого они, не отказываясь от централизованного управления, внедрили локальные буферные контроллеры на критических участках, которые могут работать автономно по последней загруженной программе в случае сбоя связи. Простое, но эффективное решение, найденное после конкретной поломки.
Логистика как часть производственного цикла
Упомянутое расположение завода в 40 минутах от аэропорта Циндао — это не просто строчка в описании компании. Это часть стратегии. Для них логистика — продолжение конвейера. Они выстроили процесс так, что отгружаемая партия проходит финальный контроль качества не на заводском складе, а уже в логистическом хабе у аэропорта, куда товар поступает мелкими партиями прямо с линии. Это сокращает цикл ?готово — отгружено? с 3 дней до 1. Для клиента это значит более быструю поставку, для завода — меньше простоев поддонов на территории.
Особенно это важно для продукции ДПМ-01, которая часто идет в сборных грузах. Их инновация — в разработке собственных, более прочных и штабелируемых угловых защитных элементов из переработанного пластика, которые крепятся к упаковочному каркасу. Они многоразовые. Клиент на месте распаковки может их сохранить и вернуть с следующим попутным грузом. Экономия на таре и, что важнее, снижение риска повреждений углов — основного вида повреждений при мультимодальных перевозках.
Но и здесь не без проблем. Работая с разными перевозчиками по маршруту Китай — Казахстан — Россия, столкнулись с тем, что их оптимизированные паллеты не всегда совпадают с грузовыми модулями некоторых железнодорожных вагонов. Пришлось разработать две схемы укладки — оптимальную для морского контейнера и компромиссную для ж/д. Это та самая ?грязная? работа по адаптации, которая никогда не попадает в заголовки про инновации, но без которой весь процесс встает.
Взгляд вперед: устойчивость и кадры
Сейчас основной тренд — устойчивое развитие. И здесь их подход прагматичен. Внедрение системы рекуперации тепла от печей полимеризации покрытия для отопления административного корпуса зимой — да, это есть. Но более показателен другой шаг: они начали дробить и прессовать стальные обрезки с линии не просто в брикеты для утилизации, а нашли местного потребителя, который использует их как сырье для производства строительных скоб и крепежа. Замкнули микро-цикл в своем регионе, получив небольшую, но дополнительную выручку вместо расходов на вывоз. Это инновация в бизнес-модели, а не в технологии.
Но главный вызов для любых инноваций — кадры. Молодые инженеры приходят с идеями по полной роботизации, а опытные технологи знают, где может ?заклинить?. Их решение — система наставничества, где за внедрение любого улучшения отвечает тандем из молодого инженера и опытного начальника смены. Это позволяет проверять идеи на практическую жизнеспособность сразу, на месте. Например, идея использовать камеры для контроля цвета на конвейере была доработана тем самым начальником смены: он предложил ставить камеры не после печи, а до нее, чтобы отслеживать равномерность нанесения порошка, что важнее. В итоге система стала полезнее.
В итоге, если резюмировать, инновации в производстве ДПМ-01 в Китае, на примере такого производителя, как ООО Циндао Лицзяцзэ Дверь, — это редко про ошеломляющие открытия. Чаще — это последовательная, иногда методом проб и ошибок, работа по устранению узких мест в реальном процессе: от контроля кромки перед покраской до упаковки для перевозки через три границы. Это интеграция небольших, но критически важных улучшений в управлении, логистике и адаптации продукции. Именно такая, приземленная инновация в итоге и определяет надежность и конкурентность продукта на выходе с завода в промышленном парке города Пуцзи.