






Где Китай деревянная дверь производители внедряют инновации?
2026-02-20
Часто думают, что инновации в производстве деревянных дверей — это только про умные замки или автоматизацию. На деле, всё начинается с куда более скучных, но критичных вещей: с сырья, клея и даже логистики упаковки. Именно там, где многие ищут ?прорывные технологии?, китайские фабрики вроде ООО Циндао Лицзяцзэ Дверь методично пересматривают базовые процессы.
Неочевидный фокус: от стабильности массива до клеевого шва
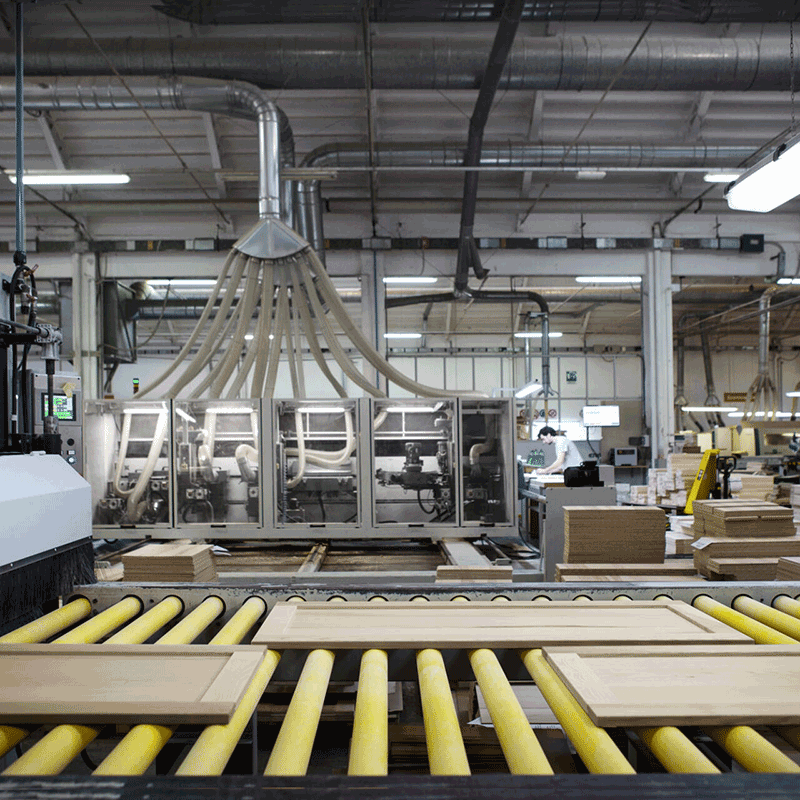
Основная головная боль — не дизайн, а стабильность геометрии полотна в условиях разного климата. Многие производители закупают сухой массив, но инновация лежит в контроле влажности на каждом этапе. На той же фабрике в Цзяочжоу я видел, как после камерной сушки древесину выдерживают в цехе с климат-контролем не стандартные 3-5 дней, а до двух недель, доводя влажность не просто до нормы, а до идеального равновесия с местными условиями будущего монтажа. Это не технология из учебника, а дорогая практика, которую внедряют только те, кто устал от рекламаций по ?поведшим? дверям.
Второй момент — клеевые составы. Переход с обычных ПВА на модифицированные полиуретановые составы, устойчивые к циклам заморозки-разморозки, стал тихой революцией. Особенно для экспорта в Россию. Но и тут не всё гладко: новый клей требует точной температуры в цехе и изменения давления в прессах. Помню, на одном из запусков линии пришлось месяц ?танцевать? с настройками, потому что шов получался прочным, но излишки клея так полимеризовались, что убивали ножи на фрезеровке. Инновация уперлась в необходимость тотального пересмотра этапа финишной обработки.
И, конечно, сам массив. Внедрение многослойного клееного щита (не путать с дешёвым ?сращенным?) из разнонаправленных ламелей — теперь must-have для среднего+ сегмента. Но настоящий прорыв — в сортировке. Внедрение оптических сканеров, которые по плотности волокон и цвету автоматически сортируют ламели для лицевых слоёв, позволило радикально поднять однородность текстуры на готовом изделии. Это уже не инновация ради маркетинга, а конкретный инструмент снижения брака и повышения предсказуемости внешнего вида.
?Умное? производство: там, где его не ждут
Когда говорят про Industry 4.0, все ждут роботов-сборщиков. В реальности, самые эффективные вложения идут в ?невидимую? автоматизацию. Например, в систему сквозного отслеживания заготовки. Каждая деталь (царга, филёнка, поперечина) получает чип или метку. В итоге, если на финишной покраске выявлен дефект, система не просто показывает брак, а определяет, на какой именно линии фрезеровки или склейки была сделана эта деталь, и даже из какой партии сырья. Это позволяет не просто отбраковать дверь, а точечно скорректировать параметры на конкретном станке. У ООО Циндао Лицзяцзэ Двор такая система внедрялась поэтапно, и главной проблемой была не техника, а обучение мастеров ?читать? эти данные и оперативно вносить правки, а не просто нажимать кнопку сброса.
Другой пример — покрасочные камеры с рекуперацией тепла и автоматической промывкой фильтров. Экономия на материалах и энергоносителях достигает 15-20%, но срок окупаемости оборудования — несколько лет. Решение внедрить такое пришло после расчёта общих затрат на эксплуатацию старых камер, включая штрафы за экологию и простои на чистку. Инновация здесь — не сам аппарат, а изменение подхода к расчёту TCO (полной стоимости владения) на фабрике.
Логистика упаковки. Казалось бы, мелочь. Но переход на вакуумную упаковку полотна в многослойную плёнку с силикагелем внутри — это прямая инновация, рождённая из груды повреждённых при морской перевозке дверей. Влажность в контейнере — убийца. Теперь это стандарт для экспорта, но на старте пришлось переделывать всю линию упаковки, потому что старые термоусадочные тоннели не подходили.
Дизайн и инженерия: когда CAD/CAM — это только начало
Программы для 3D-моделирования есть у всех. Инновация — в их глубокой интеграции с производством. Например, создание библиотеки 3D-моделей фурнитуры (петель, замков) от конкретных поставщиков. Когда конструктор разрабатывает полотно, программа автоматически проверяет совместимость выбранного паза под петлю с геометрией и усилием на отрыв конкретной модели фурнитуры. Это исключает ошибки, когда дверь спроектирована красиво, но выбранный скрытый петлевой механизм просто не выдерживает её веса.
Работа с клиентом. Внедрение онлайн-конфигураторов с рендерингом в почти фотографическом качестве — уже норма. Но следующий шаг, который пробуют передовые фабрики — это выгрузка из конфигуратора не просто картинки и спецификации, а сразу управляющего файла (G-кода) для станков с ЧПУ на цеху. Это путь к массовой кастомизации без роста затрат. Пока это штучная практика, упирающаяся в необходимость абсолютной стандартизации всех базовых элементов и соединений.
Материалы. Речь не только о древесине. Инновации в лаках — переход на УФ-отверждаемые составы или масла с твёрдым воском — дали скачок в износостойкости. Но ключевое — это система нанесения. Например, использование роботизированных манипуляторов для лакировки сложных профилированных поверхностей филёнок. Это даёт не только равномерность слоя, но и экономию материала до 30% по сравнению с ручным напылением. Правда, требует идеальной подготовки поверхности — любая пылинка под таким лаком будет как на ладони.
Управление и кадры: самая сложная ?инновация?
Можно купить самое современное оборудование, но если мастер с 20-летним стажем привык выставлять зазор ?на глаз?, а система требует ввода точных цифр, будет саботаж или тихий игнор. Главная инновация — это изменение мышления команды. На фабриках, которые реально развиваются, внедряют системы кросс-обучения. Оператор фрезерного центра периодически работает в сборочном цеху, чтобы понимать, как его допуски влияют на конечную сборку. Это долго и дорого, но даёт синергию.
Система мотивации, завязанная не на объём выработки, а на процент выхода годной продукции с первого предъявления (First Pass Yield). Это переворачивает логику цеха с ?сделать побольше? на ?сделать правильно сразу?. Внедрение таких KPI — это болезненный процесс, который сталкивается с сопротивлением среднего звена управления, но он критичен для перехода от кустарного цеха к технологичному производству.
Работа с поставщиками. Инновация в цепочке поставок. Передовые производители теперь не просто закупают фурнитуру, а совместно с поставщиками (например, итальянскими или австрийскими) разрабатывают уникальные крепёжные системы или механизмы, адаптированные под специфику своих изделий. Это уже уровень стратегического партнёрства, а не транзакционных покупок.
Кейс и выводы: инновации как ежедневная рутина
Если взять в пример ООО Циндао Лицзяцзэ Дверь (сайт https://www.ljzdoors.ru), то их история типична и показательна. Фабрика в промышленном парке Пуцзи, недалеко от аэропорта Циндао, с её 15 000 кв. м площади — это не гигантский комбинат, а современное, гибкое предприятие. Их путь — не про одну громкую инновацию, а про сотню мелких улучшений. От логистики сырья на своей территории до системы контроля климата в цехах готовой продукции.
Их ?фишка? — глубокая вертикальная интеграция. Они контролируют больше этапов, чем многие конкуренты. Это позволяет им экспериментировать быстрее. Например, тестировать новые породы древесины для внутренних слоёв щита или внедрять собственную систему финишной обработки кромок, которая снижает зависимость от качества покупных кромочных материалов.
Так где же внедряются инновации? Ответ: везде, где есть болезненная точка — будь то высокий процент брака на конкретной операции, рекламации от клиентов из-за потрескавшегося лака или простои из-за переналадки оборудования. Это не красивые презентации, а часто грязная, рутинная работа инженеров и технологов по переделке существующих процессов. Конечная цель — не стать ?самым инновационным?, а сделать продукт стабильно качественным, а производство — предсказуемым и эффективным. И именно в этой приземлённой работе сегодня и выигрывают китайские производители деревянных дверей, которые хотят быть не просто дешёвыми, а надёжными партнёрами на глобальном рынке.