






Китай: инновации в производстве дверей 01 60?
2026-02-10
Когда слышишь про инновации в китайском дверном производстве, многие сразу думают о дешевом копировании или просто автоматизации. Но реальность, особенно если взять сегмент 01 60 — условно говоря, прочные стальные и специализированные двери, — куда сложнее. Тут дело не в том, чтобы сделать ?как у всех, но дешевле?, а в том, чтобы переосмыслить саму конструкцию под конкретные, часто жесткие, условия. Я много раз сталкивался с тем, что европейские коллеги недооценивают глубину этих изменений, списывая их на ?дешевую рабочую силу?. На самом деле, ключ — в адаптации технологий к массовому, но при этом кастомизированному производству. Это не про одну гениальную линию, а про систему.
От ?железного ящика? к интегрированному продукту
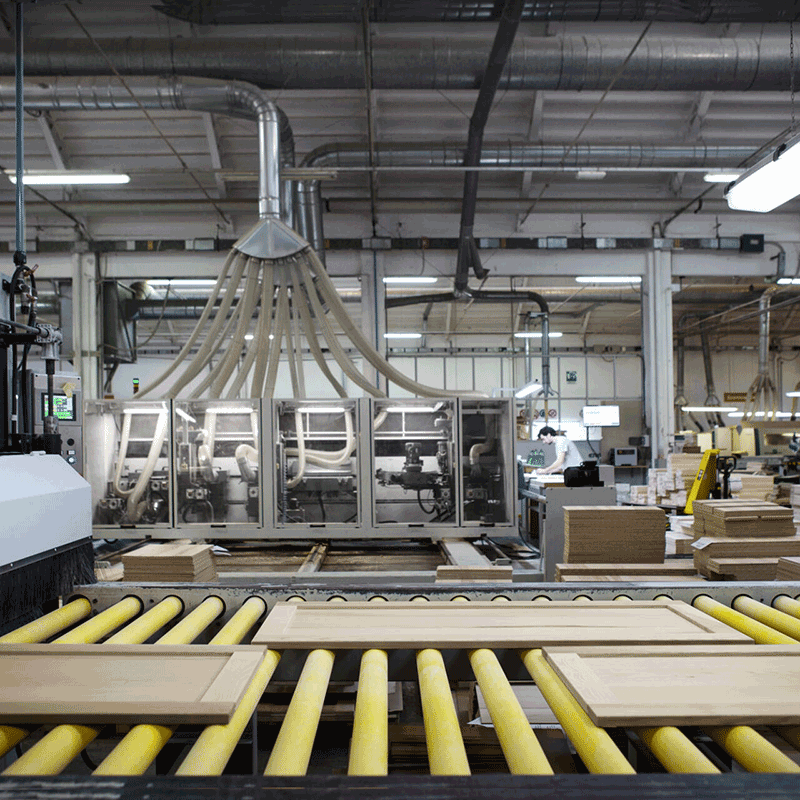
Раньше китайская металлическая дверь — это был, по сути, сварной короб с листом стали и простейшим замком. Сейчас же, взять хотя бы производителей вроде ООО Циндао Лицзяцзэ Дверь. Их подход — это не просто сварка. Они с самого проектирования закладывают параметры для разных климатических зон: от влажного юга до морозного севера. Инновация №1 — это не материал, а инженерная модель. Каркас проектируется так, чтобы минимизировать мостики холода, но при этом не перегружать петли. Кажется мелочью, но когда делаешь двери для жилого комплекса в тысячу квартир, каждый лишний килограмм — это тонны металла и проблемы с монтажом.
У них на сайте, https://www.ljzdoors.ru, видно, что они позиционируют себя как фабрика полного цикла. Это важно. Потому что многие ?инновации? разбиваются о логистику компонентов. Когда разработка, штамповка, покраска и сборка на одной площадке в том же промышленном парке Пуцзи в Цзяочжоу, это позволяет экспериментировать с этапами. Например, можно быстро тестировать разные порошковые покрытия на коррозионную стойкость, не завися от внешнего поставщика. Я видел, как они отрабатывали технологию предварительной грунтовки перед нанесением основного слоя — казалось бы, базовый процесс, но они добились того, чтобы покрытие держалось не 5 лет по стандарту, а заявляемые 10 даже в агрессивной среде. Это и есть инновация на уровне процесса, а не продукта.
Был у меня опыт с другим заводом, который пытался внедрить ?умные? замки с распознаванием отпечатка в стандартную дверь 01 серии. Провал. Не потому что замок плохой, а потому что не учли толщину и материал полотна — электроника перегревалась летом. У Циндао Лицзяцзэ, судя по их практике, подход иной: они, вероятно, сначала модифицируют полотно (добавляют изоляционный слой, канал для проводки), а потом интегрируют систему. Это и есть системное мышление.
Материалы: за пределами обычной стали
Говоря о материалах, все упираются в сталь. Да, основа — холоднокатаная сталь, но толщина и марка — это только начало. Настоящая борьба идет за наполнитель. Раньше засыпали минеральную вату и все. Сейчас это комбинированные панели — иногда слой пенополиуретана, иногда базальтовой плиты. Зачем? Не только для тепла. Важна акустика и, что часто упускают, стабильность геометрии при перепадах температур. Дверь не должна ?вести?.
Один из экспериментов, который я наблюдал, — использование армированных полимерных слоев в сэндвич-панели. Цель — снизить вес без потери прочности на изгиб. Получилось не сразу: первые образцы давали усадку, и полотно ?играло?. Но после нескольких итераций с поставщиками сырья и изменениями в пресс-форме добились результата. Такие двери легче монтировать, и они меньше нагружают коробку. Это та самая ?невидимая? инновация, которую потребитель не заметит глазами, но почувствует через 5 лет эксплуатации.
Кстати, расположение завода в 40 минутах от аэропорта Циндао — это не просто строчка в описании компании. Это логистическое преимущество для импорта специфических материалов, тех же полимерных композитов или качественной фурнитуры из Европы и Кореи. Они могут быстрее получать образцы для тестов.
Автоматизация, где она действительно нужна
Много шума вокруг роботизированных линий. Но в дверном производстве полная автоматизация часто неэффективна. Слишком много нестандартных размеров и конфигураций, особенно в сегменте 01 60 (противопожарные, технические, усиленные входные). Ключевой момент — гибкие производственные ячейки.
На той же фабрике площадью 10 000 кв. м, о которой шла речь, автоматизированы, насколько я понимаю, прежде всего, раскрой металла и покраска. Роботизированная сварка используется для стандартных коробок, но ответственные швы — все еще за опытным сварщиком с аппаратом TIG. Это и есть профессиональный компромисс. Инновация здесь — в программном обеспечении, которое оптимизирует раскрой листа под десяток разных моделей дверей, минимизируя отходы. Экономия материала может достигать 7-8%, что при масштабах в 15 000 кв. м производственной площади — огромные деньги.
Где часто ошибаются? В попытке автоматизировать окончательную сборку и регулировку. Петли, замки, уплотнители — это этап, где нужна ручная настройка. Лучшие производители делают ставку не на робота-сборщика, а на конвейер с проверочными постами, где рабочий с датчиком момента затяжки калибрует фурнитуру. Это и есть ?умное? производство — не замена человека, а усиление его контроля.
Контроль качества как философия, а не отдел
В Китае можно встретить два подхода: тотальный выходной контроль (когда проверяют готовую дверь) и встроенный контроль на каждом этапе. Второй — признак зрелого производства. Например, проверка сварного шва ультразвуком не выборочно, а на каждой единице. Или тест на герметичность распылением воды под давлением — не для сертификата, а как рутина.
У ООО Циндао Лицзяцзэ Дверь в описании заложен масштаб, который обязывает. При таких площадях брак на выходе — это катастрофа. Поэтому, я уверен, у них контроль перенесен ?вперед?. То есть, проверяется качество среза на гильотине, качество грунтовки перед покраской. Это снижает затраты на переделку. Я помню, как на одном заводе внедрили систему маркировки каждой детали QR-кодом, который хранил данные о том, кто и на каком станке ее изготовил. Это не для слежки за рабочими, а для быстрого анализа, если вдруг обнаружится системный дефект. Такие системы — настоящая инновация в управлении качеством.
Частая проблема — коррозия по кромкам. Можно сделать идеальное покрытие на плоскости, но торец — слабое место. Некоторые производители начали использовать технологию лазерной резки с одновременным оплавлением кромки, чтобы создать защитный слой. Дорого? Да. Но для дверей категории 01 60, где важна долговечность, это оправдано. Это решение рождается не в кабинете инженера, а на стыке жалоб с монтажа и возможностей цеха.
Рынок и будущее: кастомизация вместо гигантомании
Куда движется отрасль? Не к еще более дешевой двери, а к более адаптивной. Спрос смещается от ?двери для всех? к ?двери для этого конкретного проема, климата и дизайна фасада?. И здесь китайские производители, с их гибкостью, получают преимущество.
Упомянутая компания, объединяющая разработку, производство и продажи, — идеальная модель для этого. Они могут быстро прототипировать. Допустим, пришел заказ на партию дверей для логистического центра с особыми требованиями к огнестойкости и размеру. Конструкторы и технологи на одной площадке могут за неделю подготовить техкарту, используя почти готовые модули (коробка, полотно, наполнитель), но в новой комбинации. Это и есть инновация 01 60 — модульность.
Основной вызов сейчас — даже не в технологиях, а в квалификации монтажников. Самая совершенная дверь испортится при неправильной установке. Поэтому передовые фабрики развивают не просто продажи, а техническую поддержку, включая видеоинструкции и выезд специалистов на сложные объекты. Это следующий логичный шаг. Инновации в производстве должны быть подкреплены инновациями в сервисе. Иначе все усилия в цехе теряют смысл. Именно так, через детали процесса и постоянные мелкие улучшения, а не через громкие заявления, и создается реальное лидерство в таком традиционном, но жизненно важном сегменте, как производство дверей.